咨询热线
15149730476
15149730476

裂纹是焊接工件中常见的严重的缺陷,裂纹属于面积型缺陷,具有尖锐的缺口和大的长宽比,从应力集中角度考虑,裂纹类缺陷缺口尖锐、缺口根部曲率半径小,所以引起的应力集中严重,所以裂纹缺陷对于设备的安全使用存在很大的安全隐患。
小编在日常TOFD检测中,遇到过一些内部纵向埋藏裂纹,现对图谱进行整理,另搜集教材及网络裂纹图谱,查阅资料,总结TOFD裂纹的特征,便于定性分析。
奥林巴斯说明书说明书:操作软件说明书:
我们还有很多专门针对实际检测应用的培训文档,非常有帮助,需要的话欢迎联系我们发给您。
注:如果在使用时有什么不懂的,欢迎与我们的工程师免费沟通学习。-上海玖横仪器有限公司
重要提示:我们提供*的OMNISCAN MX2,专业的技术解答,欢迎联系我们!
案例 1
采用双通道TOFD检测容器,板厚70mm
发现裂纹如下图。
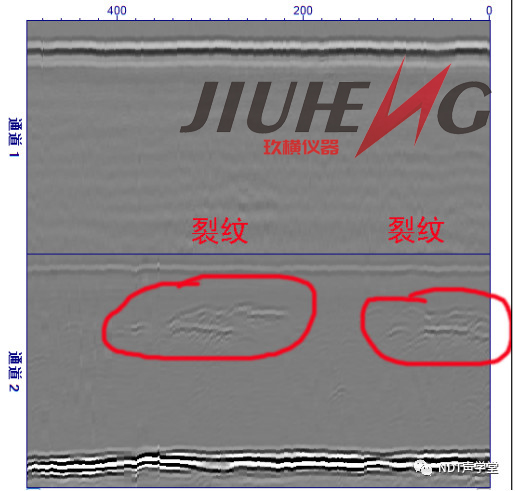
图1. 裂纹图谱(1)

图2. 返修裂纹图
案例 2
检测3000立球罐发现裂纹,板厚52mm
裂纹照片,未能及时影像
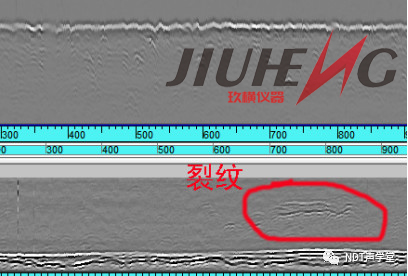
图3. 裂纹图谱(2)
三、TOFD教材裂纹图谱
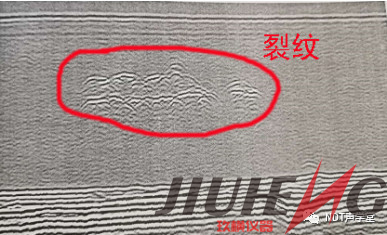
图4. TOFD教材裂纹图谱
四、NB/T 47013.10-2015 裂纹图谱示例
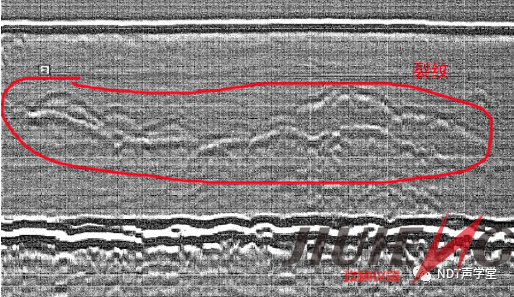
图5. NB/T 47013.10-2015裂纹图谱
五、网络搜集裂纹图谱
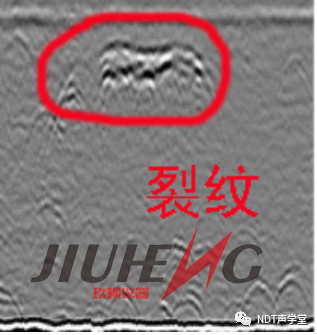
图6.网络搜集裂纹图谱(1)
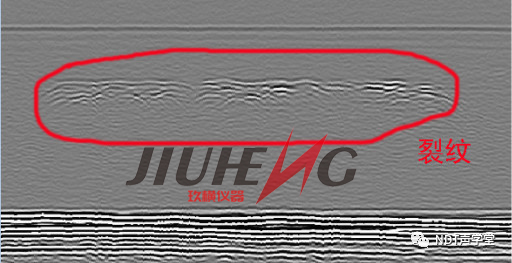
图7.网络搜集裂纹图谱(2)
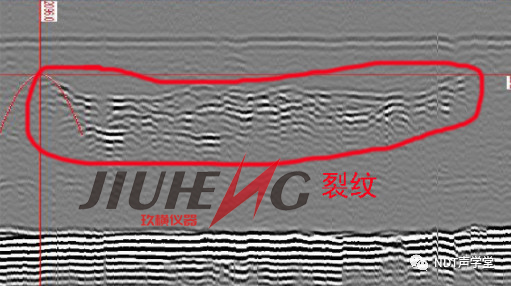
图8.网络搜集裂纹图谱(3)
根据以上埋藏类纵向裂纹图谱特征结合工作经验,找寻规律、共性,总结如下:
1、裂纹一般多数有一定自身高度可区分上下端点;
2、裂纹上下端点一般不太规则,应较少可见裂纹端点信号在同一深度平面。(此处应注意观察直通波的走向是否平直,排除受直通波的影响);
3、上下端点之间有些杂碎信号;
4、下端点信号强于上端点信号(不*适用);
5、裂纹上端点不排除平滑走向(焊接过程中产生,焊工未见继续焊接,铁水对上端点填充);
6、排除法,焊接内部缺陷一共五类,气孔、夹渣、未熔合、未焊透、裂纹。气孔首先可以排除、夹渣类缺陷既然是夹渣类应该长度略小、有可能断续、高度一般不大,上下端点不一定容易区分,上端点信号明显高。未熔合、未焊透缺陷明显上下端点较为平直,基本位于同一深度平面,排除四类结合裂纹类特征分析。
7、结合焊接工艺:易产生裂纹类材料值得注意,低温焊接(无预热、预热不到位)值得注意,检测容器纵缝边缘容器卷板找圆值得注意。
8、采用手工超声波进行辅助定性,观察波型特征(波高、波型)、采用多K值探头检测观察幅度差。
以上内容为总结性经验,定义只是对事务的恰当解释,无一种定义可以把解释涵盖*,只可意会不可言传往往是才是经验积累的真谛,还需眼见为实。
对于裂纹类缺陷,TOFD检测不一定常见,即使见到了,在忙碌的工程检测中,可能缺少与焊工的及时沟通机会,无法在现场进行。另外读者们可能会有同感,即使焊工返修发现裂纹,也很难情愿与检测者交流。与读者共勉:放低姿态,不要认为检测到裂纹是很牛的事,发现裂纹后拜请焊工师傅,相互交流、共同探讨裂纹成因,相互提高经验才是硬道理。
上海玖横仪器有限公司是一家专业从事仪器仪表研发、生产、销售及服务的企业。超声波探伤仪:(、、、、USM 36超声探伤仪、USN 60超声探伤仪、USM go+超声探伤仪、、,);超声波测厚仪:(、、、DM5E超声波测厚仪、CL5超声波测厚仪、,);超声波探头;定制相控阵探头;涡流探伤仪:();,硬度计。

 公司地址:上海市奉贤区正博路1881号13幢98层
公司地址:上海市奉贤区正博路1881号13幢98层 公司邮箱:
公司邮箱: 公司传真:015-49730476
公司传真:015-49730476
